
Clean-In-Place Drying: Why CIP Systems Leave Equipment Wet After Cleaning | Part 1 of 3

Clean-In-Place technology does exactly what it was designed to do. Since its introduction in dairy processing in the 1950s, CIP has become the standard for automated sanitation across pharmaceutical manufacturing, food and beverage processing, nutraceutical production, and chemical processing. It removes contaminants, satisfies regulatory requirements, and does so without disassembly. But there is one thing CIP was never designed to do: dry the equipment it just cleaned.
The moisture left behind after a CIP cycle is not a minor inconvenience. It is one of the leading causes of batch contamination, production delays, and failed cleaning validation in facilities that take CIP compliance seriously. And yet most facilities are still relying on the same drying methods they have used for decades, methods that were never engineered for the problem.
What CIP Actually Leaves Behind
A properly executed CIP cycle achieves 99.99% contaminant removal. What it cannot do is remove the water it used to achieve that result. Surface moisture remains on every internal surface of the vessel, and it concentrates in exactly the places you cannot easily inspect or verify:
- Valve seats and ferrule connectors
- Baffles, paddles, and agitator shafts inside mixing vessels
- Bearing cavities and hinge points
- CIP piping networks where standard 1 to 2 percent slopes do not fully drain
- Spherical tank heads and cone sections where moisture pools after drainage
For pharmaceutical applications, even 0.1 percent residual moisture can trigger a batch hold or require a revalidation cycle. In food and nutraceutical processing, extended drying downtime directly reduces the number of production batches possible per shift. Every additional hour of post-CIP drying represents real production capacity lost.
The cost is not just the drying time. It is the batches waiting behind it.
Why Compressed Air Is Not the Answer
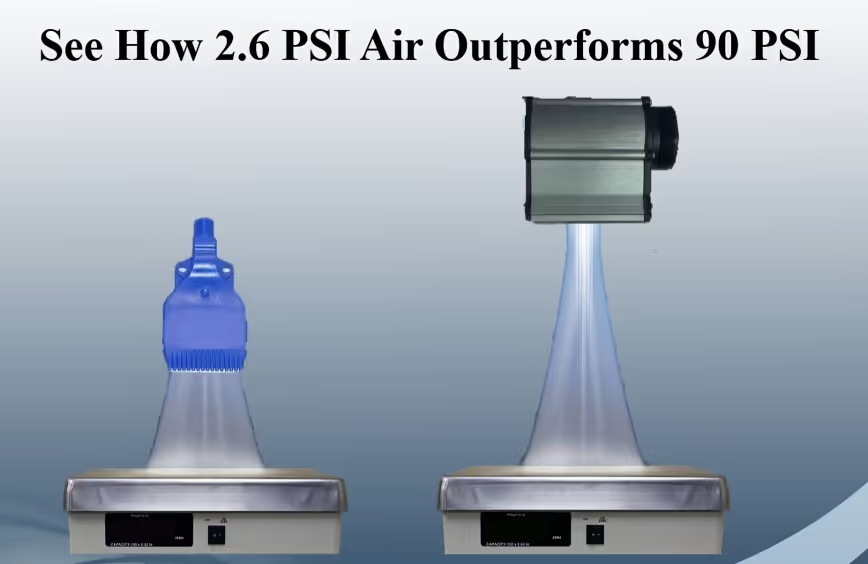
Most facilities default to compressed air for post-CIP drying because it is already there. It is the fourth utility, always available, always familiar. But compressed air was engineered for pneumatic control and tool operation. The physics of high-pressure ambient-temperature air work against efficient surface drying.
Compressed air systems typically operate at 80 to 120 PSI. Drying a 1,000-gallon mixing vessel using handheld air nozzles blowing cold air requires a lot of manual labor and high air compressor horsepower. The air arrives at or below ambient temperature, which means it relies on high air nozzle velocity and time to 'chase' the water droplets around the SS surfaces before they actually evaporate with very little thermodynamic assistance. In complex geometries, baffles, agitator shafts, valve seats, and pipe elbows, coverage is inconsistent and impossible to fully document.
The deeper problem is variability. Compressed air drying performance depends on operator technique, nozzle positioning, and line pressure at the moment of use. Results differ between shifts, between operators, and between equipment conditions. For process engineers managing GMP validation requirements, that variability creates a compliance problem: how do you validate a process whose results depend on who is running it?

How Hot Air Blower Technology Solves It
The engineering principle behind post-CIP drying is forced convective drying: delivering high-volume, temperature-controlled air directly into vessels and through piping circuits at consistent, low pressure. This is fundamentally different from compressed air, and the difference shows in every performance metric.
Centrifugal blowers generate heat through adiabatic compression, producing discharge air at 150 to 200 degrees Fahrenheit without any type of heating element. That blower air, delivered at 1 to 4 PSIG rather than 80 to 120 PSI from a compressor, provides dramatically greater mass flow per unit of energy and reaches the complex geometries that high-pressure nozzles cannot cover consistently.
Sonic's patented DRY-IN-PLACE Tank Dryer system operates across power ranges from 7.5 to 50 HP (5 to 37 kW), delivering air temperatures between 150 and 200 degrees Fahrenheit. The result is drying cycles of 5 to 30 minutes for most common vessel configurations, compared to 2 to 4 hours with conventional compressed air methods. Blowers reduce energy consumption by up to 75 percent. And because the system delivers consistent, documented airflow at defined temperature and pressure, it supports GMP cleaning validation requirements in a way that operator-dependent methods cannot.
Real Results: A Nutraceutical Processing Facility
A major nutraceutical manufacturer contacted Sonic with a straightforward problem: their CIP protocol for 2,000-gallon mixer blenders required a one-hour drain cycle followed by three hours of compressed air drying, totaling four hours of downtime per cleaning. Moisture-related contamination issues were causing batch delays even after that four-hour investment.
After implementing the DRY-IN-PLACE system, total drying time dropped to under 30 minutes. Energy consumption per cycle fell from 180 kWh to 12 kWh. The moisture-related batch rejections stopped. Payback was achieved in eight months. The facility subsequently installed additional systems in other manufacturing plants across the United States.
That result reflects what happens consistently when post-CIP drying is treated as an engineering problem rather than an afterthought.
What the ROI Calculation Looks Like
Sonic's DRY-IN-PLACE system consistently achieves payback within 6 to 12 months across most applications. The calculation draws from three sources:
- Energy savings: 75 percent reduction in drying energy costs per cycle
- Labor recovery: 85 percent reduction in operator time per drying cycle
- Production capacity: 15 to 25 additional batches just from reduced cycle downtime
The Bottom Line
CIP was designed to clean. It was never designed to dry. Treating post-CIP drying as something that happens on its own, with whatever compressed air tools are on hand, is where production time, energy costs, and batch quality are lost every day.
If your facility is spending more than 30 minutes drying tanks, mixers, blenders, or piping after CIP, there is a documented engineering solution available. Read more about how the DRY-IN-PLACE system performs across specific vessel types, or see how the energy and labor costs of compressed air compare in detail.
Continue reading: Part 2: How Hot Air Blower Systems Dry Tanks, Mixers, Blenders, and SS IBC Totes
Continue reading: Part 3: Compressed Air vs. Hot Air Blower Drying: A Real Cost Comparison




.avif)
%201.avif)