
Can and Bottle Drying Systems: A Specification Guide for Packaging Lines

Selecting a can or bottle air knife drying system is one of the decisions on a packaging line that looks simple until it doesn’t work. Preventing label failures, inkjet coding rejects, stress corrosion on pull tabs, bacteria under the crowns or inside of safety seals and failure of cardboard or graphics quality are all what a properly designed blower powered air knife drying system will do. This is where failures occur and where the right air knife drying system can remedy them.
Sonic Air Systems has designed and manufactured air knife drying systems for canning, bottling, and packaging operations since 1990. The guidance below reflects what those applications actually require.
Where Drying Failures Happen on Packaging Lines
Most drying failures on packaging lines occur at five key points: after filling and capping, before labeling, entry of inspection scanners, before inkjet coding and prior to final packaging or shrink wrapping. Each has a distinct failure mode.
After filling and capping of cold fill, ambient fill, or hot fill products, there is always one of several surface liquids that must be removed, and it requires experience to design the most effective and efficient air knife system. This is why so many customers come to Sonic for a solution to replace an inadequate design. Sonic has specific designs for cans and bottles to remove cold fill condensation, warming or cooling water, product overspray as well as dry fill products moving from 10/min to 2000/min. In addition to increasing production speeds, eliminating moisture-related quality rejects, and reducing cardboard or other packaging costs, anybody using compressed air blow-offs can often drop the Sonic equipment cost ROI period to a few months based on electrical cost savings and lower compressor maintenance expenses.
With the variety of labeling options for bottles, cans and packages, there’s no one-size-fits-all air knife solution. Roll-fed paper labels with glue applicators require dry surfaces to avoid needing heavier label stock, reduce label registration issues, and prevent excessive glue consumption. Pressure-sensitive labels need dry containers, which allow the lightest gauge plastic (lowest costs) and best registration. Sleeve labeling must have dry cans and bottles to ensure labels drop into position before shrinking.
Before inkjet coding, drying requirements are the most stringent. Water-based ink printers are the lowest cost while being environmentally friendly versus solvent-based, but will not adhere fully to wet surfaces.
Why Compressed Air Falls Short on High-Speed Lines
Compressed air blow-off is common on older packaging lines and is often added as a “temporary” method on new lines. It functions effectively at low line speeds, but always with high energy demand. On modern high-speed lines, it consistently underperforms for two reasons.
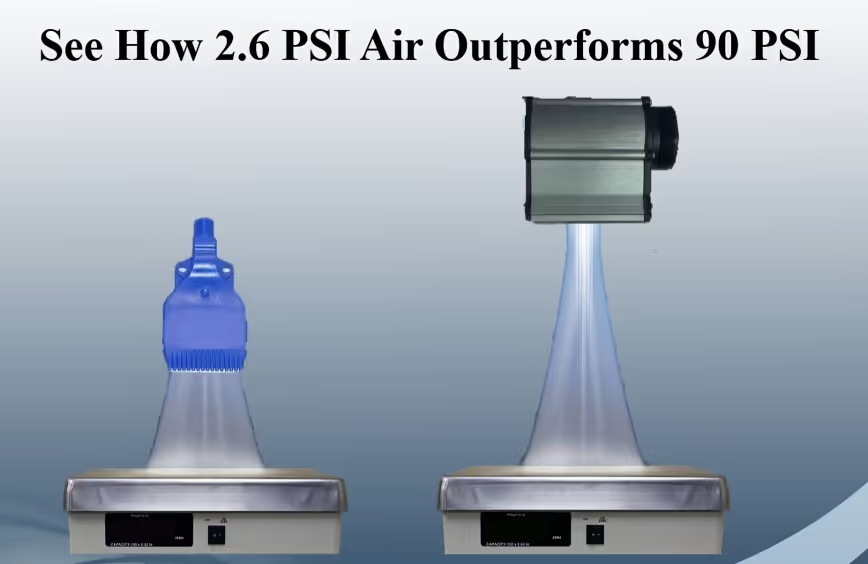
Impact velocity from compressed air decreases significantly with distance. At six inches from the nozzle tip, the drying force is a fraction of what it is at the point of discharge. Blower-powered air knives deliver much higher air volumes to maintain useful velocity at the working distance a production conveyor requires, delivering a continuous, laminar flow of high-velocity air across the full container surface. In documented testing, a Sonic air knife system delivered more than four times the impact pressure at six inches distance compared to compressed air coandă style air knives at the same distance. On a high-speed line, that difference is the margin between consistent drying and chronic rejects.
Second, compressed air is expensive to run. The energy cost of sustaining the pressure needed for even marginal drying performance adds up across multi-shift production. On comparable applications, blower-powered air knife systems reduce energy use by up to 75% versus compressed air blow-off.
Air knife drying for cans and bottles works through a two-stage process. First, a high-velocity air stream blows liquid back, creating a standing wave at the point of shear and leaving only a thin residual layer. Second, the air stream shatters that residual layer into fine droplets that are carried away, leaving a clean, dry surface. The most effective systems operate at air velocities between 15,000 and 35,000 feet per minute, delivered with the natural heat of compression from the blower.
Line Speed and Throughput Considerations
.jpg)
Air knife drying systems for canning and bottling are sized to line speed and container geometry. On single-file bottle lines, effective drying is achievable at up to 1,500 bottles per minute. On mass conveyor can lines, properly configured systems handle top blow-off throughput of up to 2,000 cans per minute. However, mass conveyors never allow for complete drying.
Line speed is the primary sizing variable. A system configured for 200 containers per minute will not deliver the same drying result at 500 without adjustment. Drying effectiveness depends on contact time between the container and the air stream, which decreases as line speed increases. Higher-speed lines need greater air volume, more air knives, or both.
Container geometry matters too. Bottles and cans have different surface profiles, and the knife position relative to the container determines how much of the surface receives direct airflow. On bottle lines, knives are typically angled on each side of the conveyor to ensure coverage of the side surface and crown. On can lines, the approach is adjusted for the cylindrical profile and the higher throughput rates that define most canning operations. Knives are staggered to ensure front and trailing edge drying and to provide opposing forces that keep product position stable on the conveyor.
Handling Condensation on Cold-Wall Bottles
%20(1).JPG)
Glass bottles coming from cold fill into a warm production environment present a specific challenge. The glass retains the product temperature and re-condenses surface moisture even after the surface has been blown or wiped. Room-temperature air alone does not prevent this.
Sonic’s VT Variable Temperature Blower design addresses this without any supplemental heating equipment. By leveraging the heat of adiabatic compression to raise the exit temperature from the air knives to up to 200°F. In a documented installation for a European cold fill spirits producer working with extra-thick-walled glass bottles, Sonic’s patented heater-less blower produced exit air temperature to 160°F (70°C) at an exit velocity of 30,000 FPM from the air knives to strip thin ice coatings and surface condensation, allowing the glass temperature to rise 5°F so that self-adhesive labels could bond correctly. Prior to installation, the customer had to pre-stage cold bottles in a heated warehouse before filling could begin. That step was eliminated.
How a Complete System Is Configured
.jpg)
A properly engineered can or bottle drying system addresses multiple points in sequence rather than relying on a single drying station to do all the work.
After capping, a knife positioned over the crown clears foam and rinse water from the cap and the area immediately beneath it.
Before labeling: knives positioned on both sides of the conveyor dry the container surface where the label will bond. Knife angle is set to the container geometry and line speed, with the effective slot extending approximately half an inch above the product top to assure full coverage.
Before inkjet coding: a dedicated knife precisely targets the coding zone, keeping airflow off adjacent surfaces for maximum efficiency.
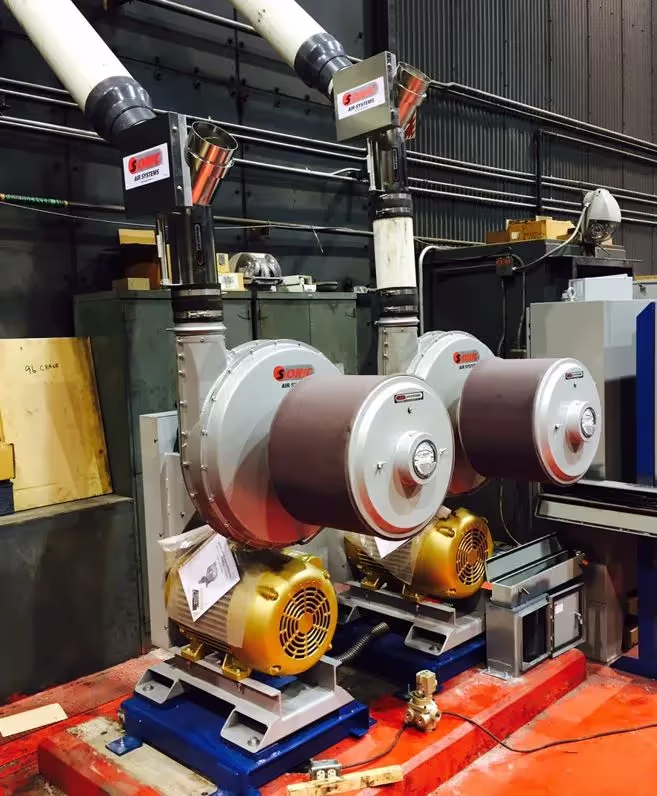
Depending on air volume requirements and line layout, multiple stages can be powered by a single blower or by dedicated blowers per station. A 7.5 to 25 HP blower with high-efficiency XE air knives covers most single-row beverage line configurations. For multi-row lines and higher-speed operations, engineers scale the blower horsepower and knife length to meet the increased airflow demands.
Quick-release knife brackets are worth specifying on food and beverage lines. They allow quick knife changes and position adjustments without tools, which matters when the line needs to return to production quickly after a product change or a cleaning interval.
Key Considerations Before Specifying a Can or Bottle Drying System
The right starting point is the production line failure mode, not the equipment. A labeling failure caused by cold-wall condensation on thick glass is a different problem than an inkjet coding failure on an aluminum can running at 1,200 cans per minute. The system configuration differs significantly between the two.
Key parameters to define before specification:
- Line speed in containers per minute, and whether the configuration is single-file, multi-row, or has twists
- Container type and geometry (glass bottle, aluminum can, PET bottle)
- Specific failure mode: labeling, coding, or both
- Whether cold-wall or condensation issues require elevated exit air temperature
- Available footprint between stations on the existing line
- Sanitary requirements, if applicable, including food-grade air knife materials
Air knife drying systems for can and bottle lines are engineered to application. Off-the-shelf configurations rarely match what a specific line actually needs. The most effective and efficient sizing is based on the combination of container type, line speed, conveyor width, and the drying requirement at each station.
Sonic Air Systems designs and manufactures air knife systems for packaging lines across the food and beverage industry. If you are evaluating a can drying system or a drying system for a bottle line, contact Sonic to discuss your application. Every system is engineered to the specific requirements of your line.




.avif)
%201.avif)